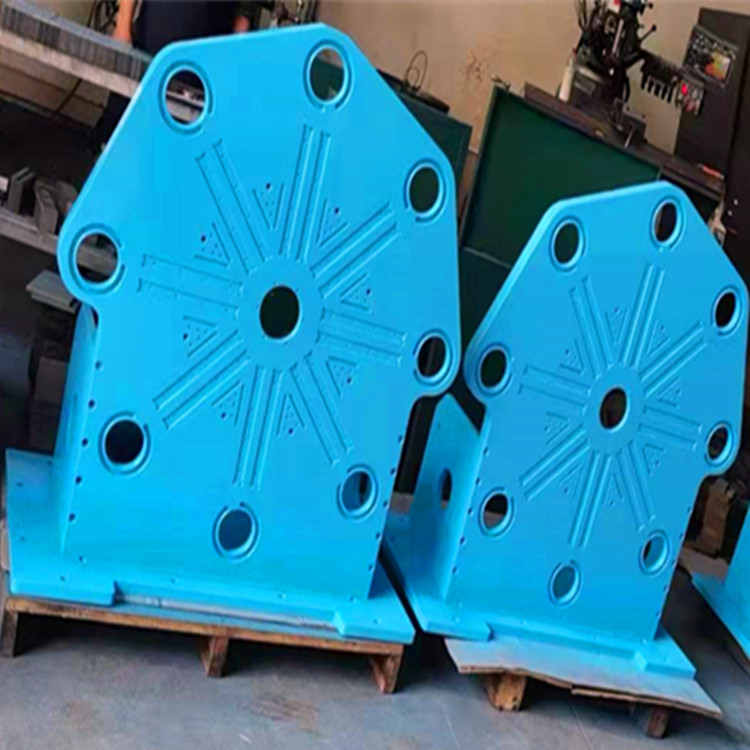
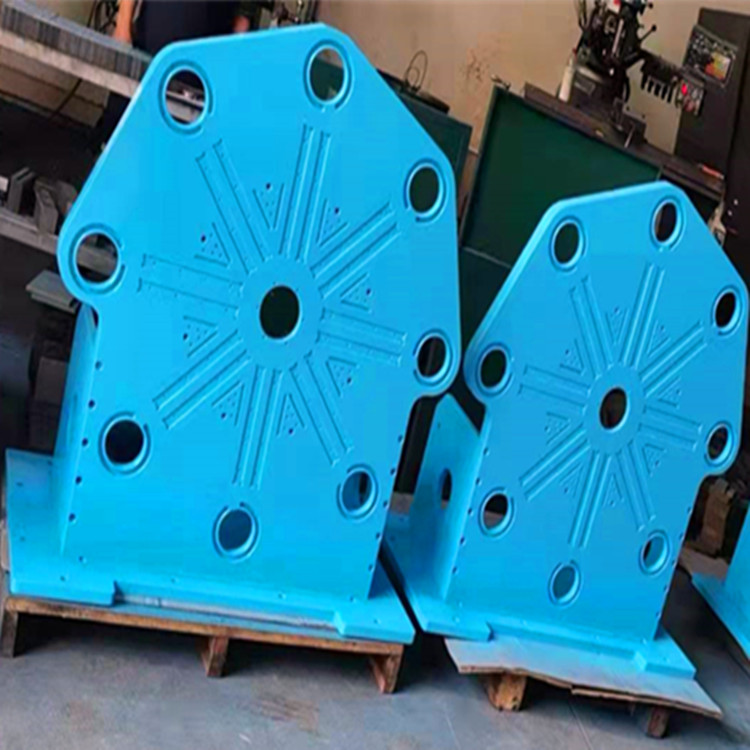
大型机械加工厂家 加工质量有保证
发货地址:广东省东莞市虎门镇
产品数量:9999.00个
价格:面议
所谓精密铸造工艺,简单说就是用易熔材料(例如蜡料或塑料)制成可熔性模型(简称熔模或模型),在其上涂覆若干层特制的耐火涂料,经过干燥和硬化形成一个整体型壳后,再用蒸汽或热水从型壳中熔掉模型,然后把型壳置于砂箱中,在其四周填充干砂造型,最后将铸型放入焙烧炉中经过高温焙烧(如采用高强度型壳时,可不必造型而将脱模后的型壳直接焙烧),铸型或型壳经焙烧后,于其中浇注熔融金属而得到精密铸件。精密铸造工艺操作程序:1、从保温槽中取出蜡缸,装在双工位液压蜡模压注机上,使用前应去除蜡料中空气及硬蜡。2、将模具放在压注机工作台面上定位,检查模具所有芯子位置是否正确,模具注蜡口与压注机射蜡嘴是否对正。3、检查模具开合是否顺利。4、打开模具,喷薄薄一层分型剂。5、按照技术规定调整压注机时间循环,包括压射压力、压射温度、保压时间、冷却时间等。6、每次循环完毕,抽出芯子,打开模具,小心取出蜡模,按要求放入冷却水中或存放盘中。注意有下列缺陷的蜡模应报废:A 因模料中卷入空气,蜡模局部有鼓起的;B蜡模任何部位有缺角的; C蜡模有变形不能简单修复的; D 尺寸不符合规定的。7、清除模具上残留的模料,注意只能用竹刀,不可用金属刀片清除残留模料,防止模具型腔及分型面受损。8、合上模具,进行下次压制蜡模。每班下班或模具使用完毕,应用软布或棉棒清理模具,使用螺钉紧固好模具。
3、通过改变切削用量来减少切削力、切削热。在切削用量的三要素中,背吃刀量对切削力的影响很大。如果加工余量太大,一次走刀的切削力太大,不仅会使零件变形,而且还会影响机床主轴刚性、降低刀具的耐用度。如果减少背吃刀量,又会使生产效率大打折扣。不过,在数控加工中都是高速铣削,可以克服这一难题。在减少背吃刀量的同时,只要相应地增大进给,提高机床的转速,就可以降低切削力,同时保证加工效率。

低碳钢精密铸件的性能分析
低碳钢精密铸件的性能分析:1.新型低碳钢精密铸件表面防渗碳锆英粉涂料用于碱性酚醛树脂砂生产低碳不锈钢铸件时,具有显著地表面防渗碳效果,对铸件的其它成分均无影响,满足产品生产质量要求。2.采用水玻璃砂工艺生产低碳钢铸件时,铸件表面一般不发生渗碳现象。采用树脂砂工艺生产低碳钢铸件时,低碳钢精密铸件表面容易发生渗碳缺陷的原因主要是树脂等**物发生热分解,产生的含碳热解产物通过砂型(芯)/铸件界面向铸件表层扩散和渗透所致。3.新型低碳钢精密铸件表面防渗碳锆英粉涂料的渗透性、抗流淌性和抗裂性均很好,涂层强度高,发气量小,铸件打箱时涂层绝大部分能成片剥离,铸件表面光洁,基本无粘砂和气孔,大幅度提高了铸件清整工效,节约了能源,减轻了劳动强度。
-/gjcggf/-
http://hongjia99.cn.b2b168.com














